
SN-CRETE MF (PU) – Food Production Area
Heavy-duty PU flooring system designed for thermal shock, aggressive cleaning chemicals, hot wash-down conditions, and continuous forklift movement.
Explore SN Chemical reference projects across industrial flooring, waterproofing, protective coatings, and heat-proofing applications. Each project reflects practical engineering, disciplined installation, and long-term performance in demanding environments.

A selection of SN Chemical projects where durability, hygiene, cleanability, and long-term lifecycle performance were critical selection factors.
Heavy-duty PU flooring system designed for thermal shock, aggressive cleaning chemicals, hot wash-down conditions, and continuous forklift movement.
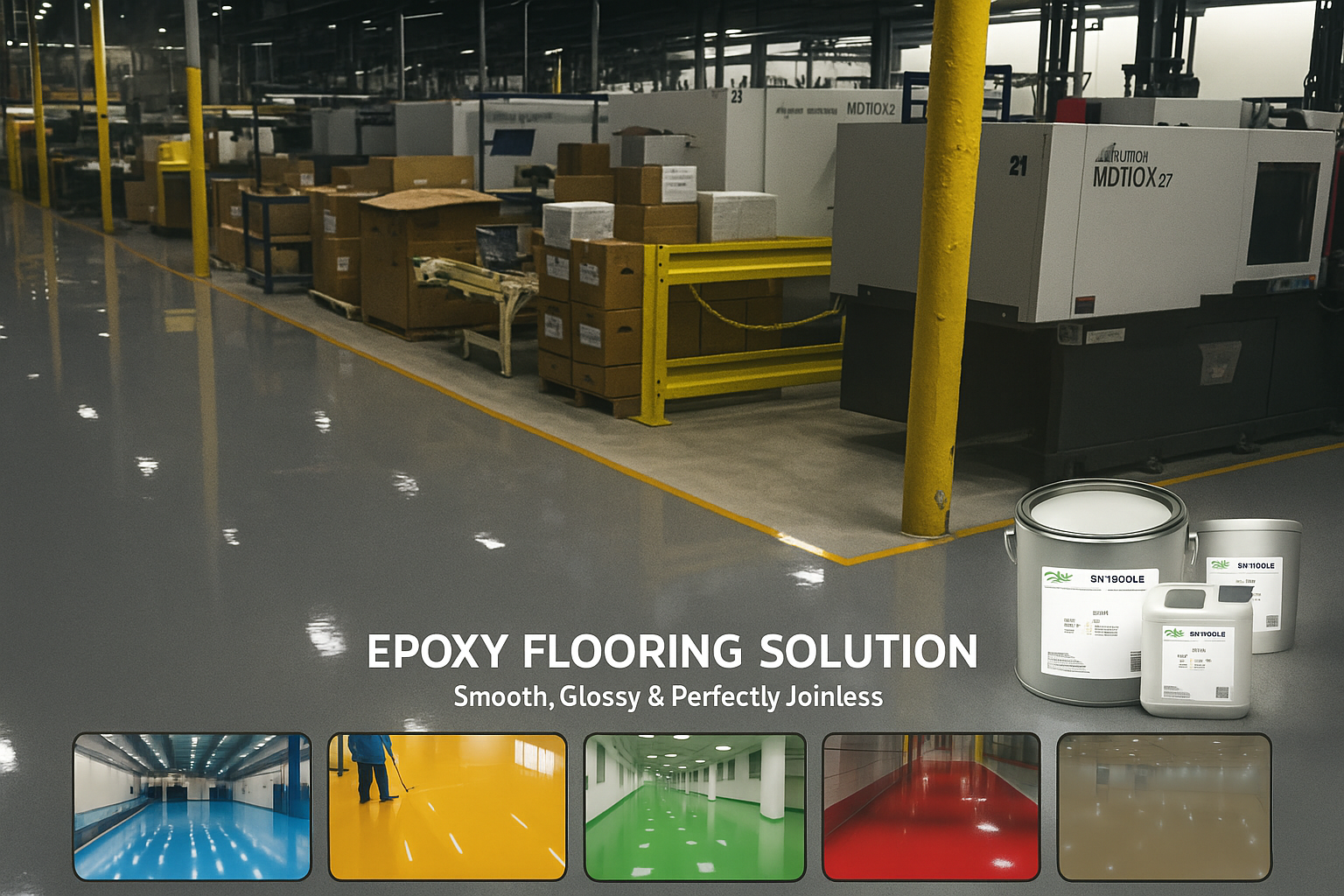
Seamless, glossy, dust-free epoxy floor system delivering easy cleanability, chemical resistance, and an attractive uniform finish for controlled environments.
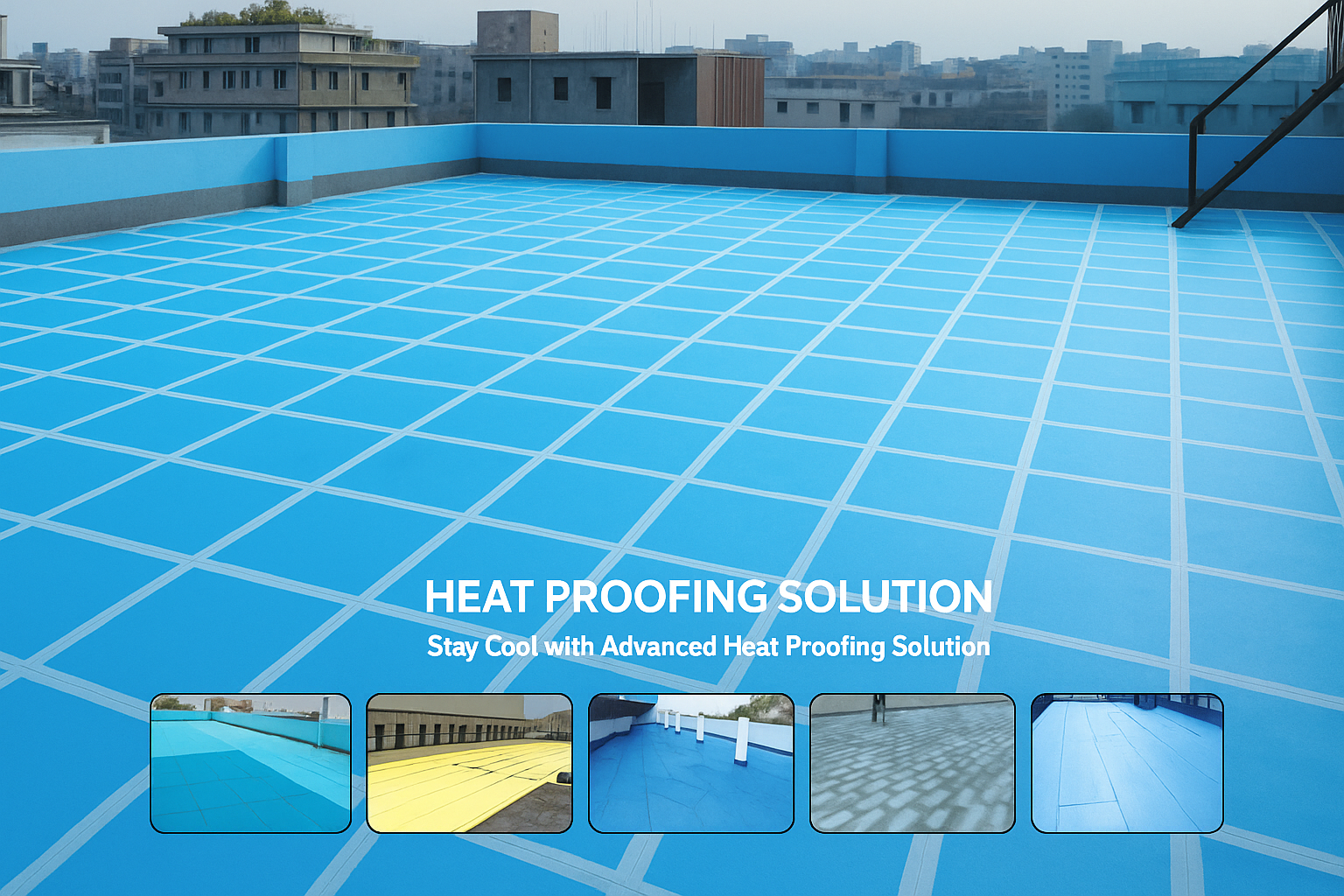
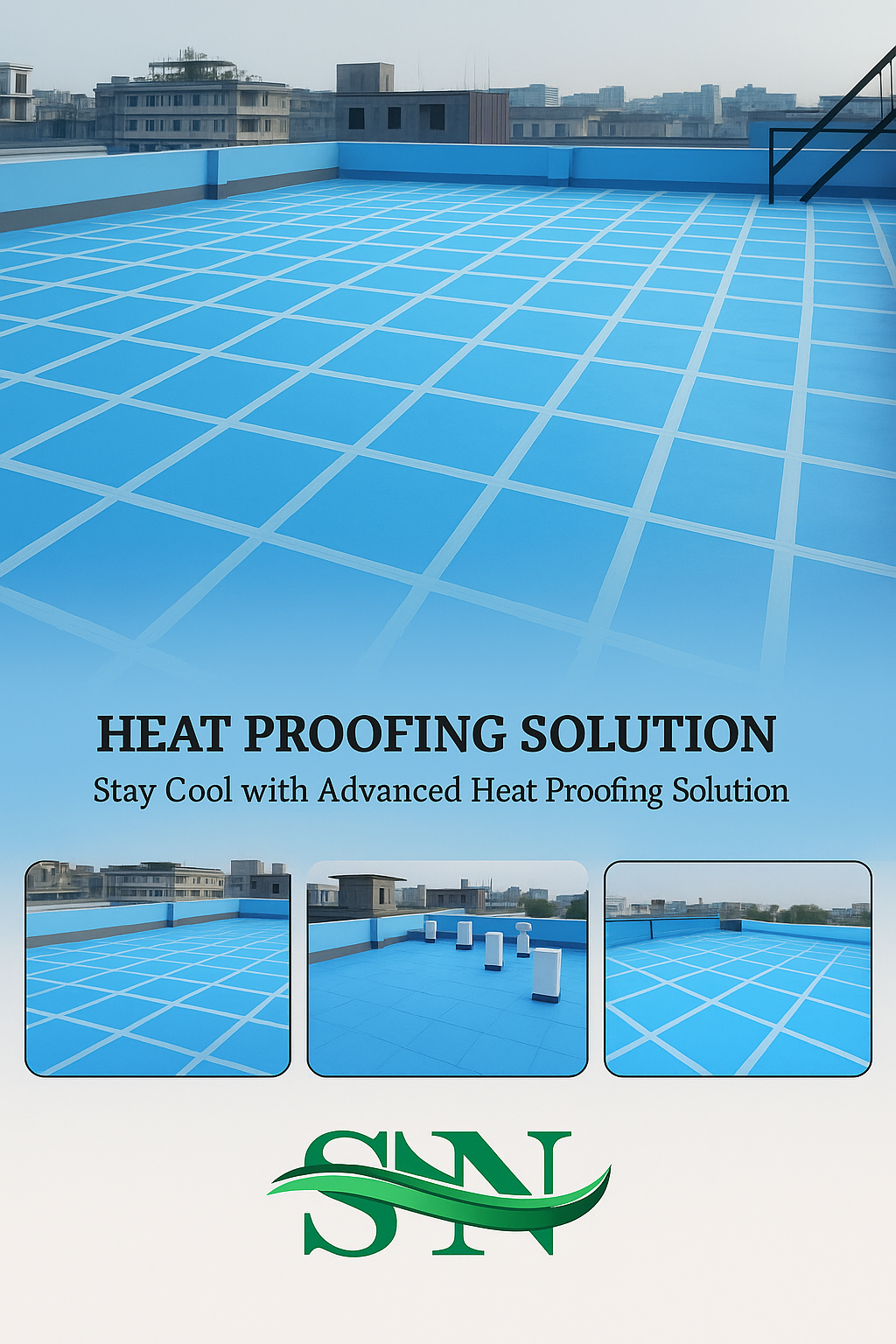
Reflective roof system reducing internal heat gain while also improving waterproofing reliability and extending rooftop service life under harsh weather.
This improved design highlights technical value, visual proof, and project confidence in a cleaner and more premium way.
Each section is arranged to communicate real project capability for industrial decision-makers and consultants.
Cleaner spacing, stronger headings, balanced cards, and polished overlays make the page feel high-end and corporate.
Visitors can move naturally from project proof to system details, then to quote and contact actions without confusion.
This flagship reference showcases SN-CRETE MF installed in a food factory with continuous wet processing, hot-water cleaning, and heavy movement. The system supports hygiene, durability, and operational safety in tough production conditions.
A refined visual snapshot of active and recently completed SN Chemical installations where durability, cleanability, and project performance matter most.

Talk to SN Chemical for project-specific recommendations, product guidance, and installation support for industrial, commercial, or roofing applications.